Абгортка патоку BFK1300M з прывадам Maglev


Кароткае апісанне:
Маглеў-прывадная абгортачная машына BFK1300M прызначана для бесперапыннага паточнага абгортвання шакаладных цукерак з глазурай і начыннем, вафельнага печыва, печыва, збожжавых батончыкаў і падобных прадуктаў. Дзякуючы модульнай канструкцыі, BFK1300M можа быць гнутка настроена ў адпаведнасці з канкрэтнымі патрабаваннямі заказчыка да прадукцыі. Машына выкарыстоўвае незалежную магнітную канвеерную сістэму Schneider Lexium MC12 Multi Carrier, інтэграваную з 15-восевымі серварухавікамі, кантролерам руху ELAU, HMI і інтэграванай сістэмай кіравання на аснове шыны.
Стыль абгорткі
Паток-упакоўка (кароткая) Паток-упакоўка (доўгая)
Спецыяльныя магчымасці
● Модульная канструкцыя: асноўны блок і модульныя кампаненты можна гнутка камбінаваць у адпаведнасці з індывідуальнымі патрабаваннямі кліента
● Забяспечвае «0% пустых пакетаў» і «0% падлучаных пакетаў» у канчатковым выніку
● Незалежная падача ад сервапрывада: падаючыя рамяні з паскарэннем 1-3 ступені незалежна прыводзяцца ў рух сервапрывадамі; даўжыню рамяняў можна наладзіць
● Бяспечнае абыходжанне: высакахуткасная вакуумная сістэма падачы прадухіляе другасныя пашкоджанні прадуктаў, такія як удары, сцісканні або трэнне
● Маглеў-транспарт: Канвеерны ланцуг прыводзіцца ў рух незалежна ад магнітнай сістэмы Schneider Lexium MC12 Multi Carrier
● Незалежныя сервапрывады:
● Падоўжныя ўшчыльняльныя колы
● Папярочныя ўшчыльняльныя колы
● Колы для складання паперы
● Выхадныя канвеерныя стужкі
● Пара дапаможных гумовых ролікаў для падачы паперы
● Сістэма адсочвання/карэкцыі серваперадачы
● Аўтаматызаваная загрузка паперы: заціск і фіксацыя рулона паперы аўтаматычна выконваюцца пнеўматычнай сістэмай
● Дапаможны механізм нацягвання плёнкі
●Цэнтралізаваная сістэма змазкі
Выхад
● Макс. 1400 штук/хвіліну
Памеры ўпакоўкі прадукту
● Даўжыня: 30–200 мм
● Шырыня: 20–100 мм
● Таўшчыня: 5–30 мм
Падключаная нагрузка
● 32 кВт
Камунальныя паслугі
● Выдатак сціснутага паветра: 4 літры/хвіліну
● Ціск сціснутага паветра: 0,4–0,6 МПа
АбгорткаМатэрыялы
● Плёнка для халоднага зварвання / плёнка для тэрмазаварвання
● Шматслаёвая ПЭТ-плёнка
● Аднаслаёвая плёнка з поліпрапілену
● Запячатаная рулонная плёнка
АбгорткаПамеры матэрыялу
● Дыяметр стрыжня: 76 мм
● Знешні дыяметр: 350 мм
● Шырыня матэрыялу: 70–230 мм
Памеры машыны
● Даўжыня: 9260 мм
● Шырыня: 1625 мм
● Вышыня: 2110 мм
Вага машыны
● 4800 кг

З дапамогай Multi Carrier / Maglev вы можаце дасягнуць:
- Да 50% хутчэйшая ўстаноўка і ўвод у эксплуатацыю машыны
- Павышэнне прадукцыйнасці машыны да 50%
- Гнуткасць пераключэння фарматаў адным пстрычкай мышы
- Лепшы агульны аб'ём эксплуатацыйных выдаткаў (OEE) з меншым аб'ёмам абслугоўвання і лепшай дыягностыкай
- Адлегласць паміж носьбітамі можна гнутка ўсталёўваць у залежнасці ад розных фарматаў
- Эксплуатацыю перавозчыкаў можна лёгка змяніць для розных вытворчасцей
- Носьбіты мацуюцца да рэйкі з дапамогай магнітнай адсорбцыі, што дазваляе хутка мяняць носьбіты для розных інструментаў
На носьбіце ёсць некалькі мантажных адтулін, што дазваляе хутказдымную канструкцыю інструмента для лёгкай замены

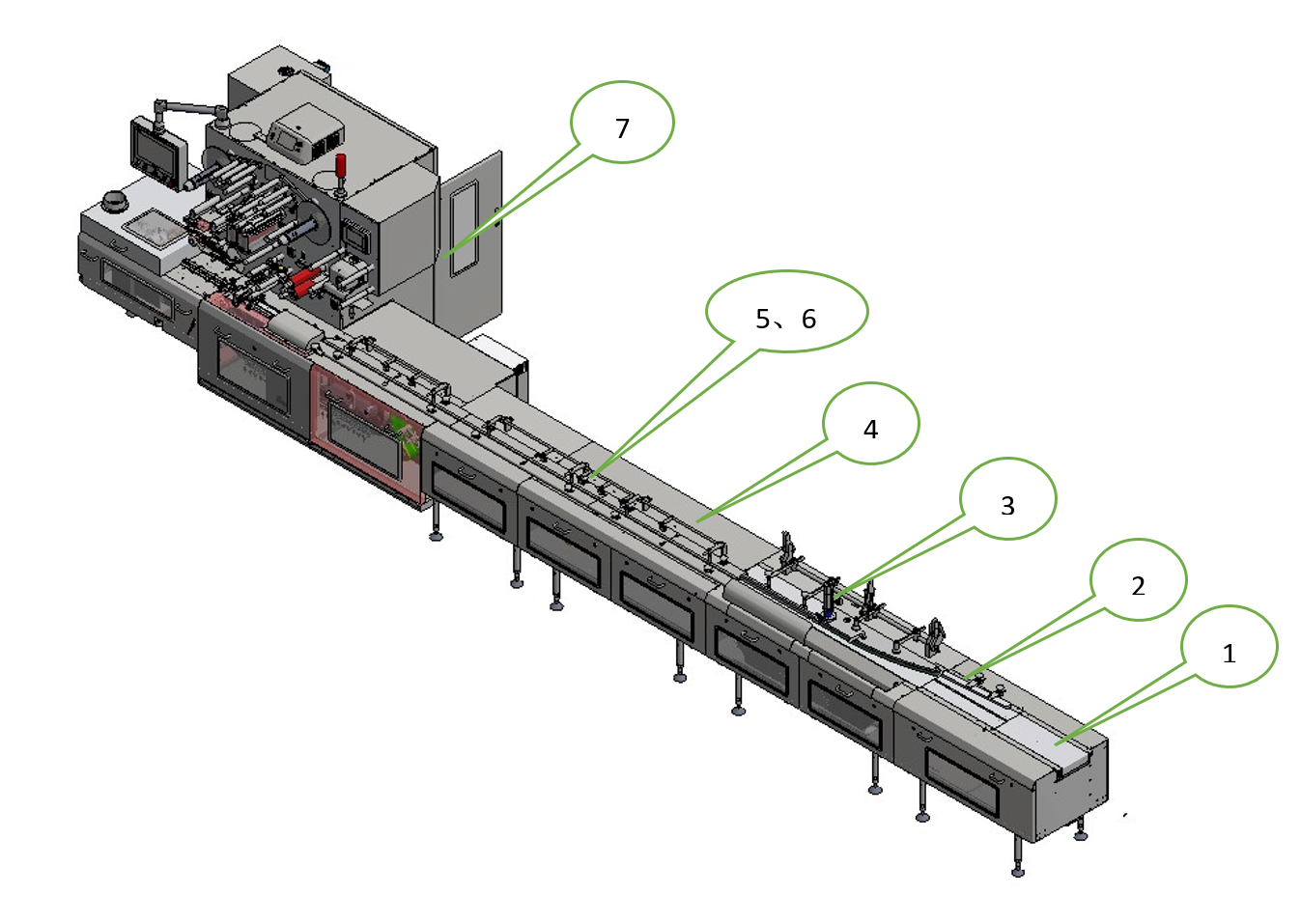
Сартавальная канвеерная сістэма UZL-C1200
Сартавальная канвеерная сістэма UZL-C1200 выкарыстоўвае сервапрывадную сістэму дакладнага кіравання рознымі секцыямі стужкі для бесперабойнай каардынацыі. Яна арганізуе замоўленыя прадукты (напрыклад, шакаладныя батончыкі, шакаладныя вафлі, печыва і збожжавыя батончыкі) у асобныя лініі, падаючы іх стабільна і эфектыўна ў упаковачную машыну. Гэтая сартавальная сістэма характарызуецца высокай дакладнасцю пазіцыянавання, мінімальным кантактам з прадуктам і найвышэйшай стабільнасцю. Яна максімальна абараняе матэрыялы ад другасных пашкоджанняў, такіх як удары, сцісканні або трэнне.
1. Паскаральны канвеер: аддзяляе ўваходныя прадукты для стварэння прасторы і падае іх у парадку на канвеер з дыферэнцыяльнай хуткасцю.
2. Дыферэнцыяльная хуткасць стужкі: складаецца з двух гарызантальных паралельных стужак, якія працуюць з рознымі лінейнымі хуткасцямі. Гэты механізм паварочвае прастакутныя або авальныя кандытарскія вырабы прыблізна на 30° і дадаткова павялічвае адлегласць паміж імі.
3. Сартавальная стужка: Гарызантальныя і вертыкальныя сартавальныя стужкі працуюць у сінэргіі. Сістэма адначасова выяўляе любыя прадукты, якія не адпавядаюць патрабаванням сартавання (напрыклад, злучаныя блокі, перакрыццё або выраўноўванне бок аб бок), і выконвае адхіленне ў рэжыме рэальнага часу.
4. Буферны пояс: назапашвае пэўную колькасць прадуктаў для забеспячэння бесперабойнай і стабільнай працы сістэмы.
5. Вакуумная стужка: Секцыі 5 і 6 складаюцца з дзвюх груп вакуумных стужак. Дзякуючы выкарыстанню паветраводаў з адмоўным ціскам пад стужкамі і невялікіх адтулін на паверхні стужкі, прадукты надзейна ўтрымліваюцца на стужках. Гэта дасягае дакладнага пазіцыянавання. Пасля двух этапаў дакладнай рэгулявання адлегласці прадукты паступова перамяшчаюцца ў сістэму з падвойнай стужкай.
6. Двайны канвеер: Пасля ўваходу ў секцыю з двайным канвеерам пазіцыянаванне прадукту яшчэ раз даводзіцца да дакладнай падачы на галоўную станцыю машыны.